
扫一扫,联系我们
微信号:juhuishukong
发布时间:2025-11-29 07:30:50 发布人:巨辉智能 人气:203 来源:本站
咱们做电气成套、配电柜生产的伙计们都清楚,母线加工里“折弯”是个技术活——铜铝母线质地软,折早了角度不够,折晚了直接压伤;薄铜排一折就变形,厚铜排费半天劲还偏位,有时候一批活儿折废十几根,既浪费材料又耽误工期。作为山东巨辉智能科技,咱们专做母线加工机快十年,每天都在帮客户解决折弯的各种难题,小到3.5mm的U型弯,大到16mm厚的工业铜排折弯,积累了一肚子实操经验。今天就把折弯的全流程技巧、常见问题解法和耐用秘诀一次性说透,不管你是新手还是老技工,看完都能少走弯路。

先得明确,母线加工机折弯不是“开机就折”,前期准备做好了,能避免80%的问题。很多人忽略铜排的预处理,其实铜排表面有毛刺、不平整,折弯时很容易卡模具或者出现压痕。加工前先用砂纸把铜排边缘的毛刺打磨干净,要是铜排有点弯曲,用台钳轻轻校直,保证贴合工作台面。然后是模具检查,这是精度的关键——咱们的折弯模具用的是Cr12MoV材质,淬火后硬度高,但表面要是沾了油污、铜屑,折出来的母线就会有压点。每次开机前用棉布蘸酒精擦干净上下模,再检查模具间隙,薄铜排(2mm以下)间隙调0.1mm以内,厚铜排(8mm以上)间隙调到0.3mm,用塞尺量一下,确保贴合紧密。还有机器参数的基础设置,别上来就输角度,先把铜排的厚度、宽度输进去,咱们的数控系统会自动匹配折弯力,比如折5mm厚、100mm宽的铜排,系统会默认300KN的折弯力,比手动设置精准多了。之前有个安徽的客户,折4mm铜排总出压痕,咱们的售后师傅视频指导他清洁模具、调整间隙,问题立马就解决了。
不同规格的母线,折弯技巧完全不一样,盲目操作肯定出问题。先说说最常用的薄铜排折弯(1-3mm),这类铜排软,容易出现“回弹”和“侧边翘曲”。回弹是通病,比如想折90度,实际要折到87度左右,等铜排恢复后刚好达标,具体回弹角度可以记个经验值:1mm铜排回弹2-3度,2mm回弹1.5-2度,3mm回弹1度以内。侧边翘曲的话,关键在定位,咱们的机器工作台有可调节挡块,把铜排靠紧挡块后,用手轻压铜排中部,确保全程贴合台面,再启动折弯,要是铜排长度超过1米,在工作台两侧架个支架托住,避免中间下垂导致受力不均。江苏有个做配电箱的客户,用这个方法后,薄铜排折弯的合格率从70%提到了98%,老板特意发来感谢信息。
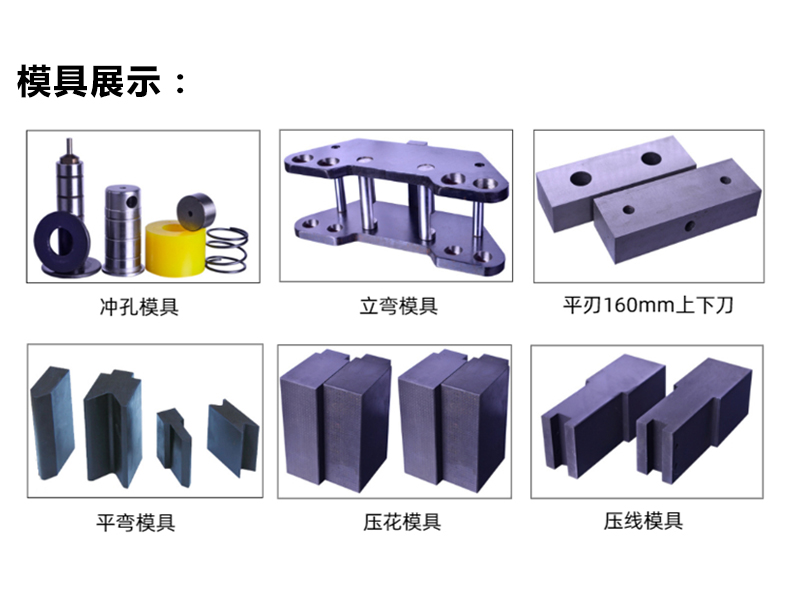
再说说厚铜排折弯(6mm以上),这类铜排硬度高,重点在“蓄力”和“模具匹配”。厚铜排需要的折弯力大,咱们的加强款机器折弯力能到500KN,完全够用,但操作时别一次性折到底,分两步来:先折到45度停3秒,让机器压力充分传导,再折到目标角度,这样能减少铜排内部应力,避免开裂。模具也得选对,不能用薄铜排的小模具,得换加强型折弯模,模具的R角要和铜排厚度匹配,比如8mm铜排用R8的模具,10mm铜排用R10的模具,R角太小会把铜排折出裂纹,太大又达不到精度要求。之前有个做电力工程的客户,折12mm厚的铜排总开裂,换了配套模具和分步折弯法后,再也没出现过问题,还说“早知道这么简单,之前浪费的材料钱都能买台新模具了”。
异形折弯(U型、L型、立弯)是更考验技术的场景,很多人折U型时两边角度不一致,折立弯时还会把母线压扁。折U型母线的关键是“对称定位”,咱们的数控系统有“三角函数折弯”功能,不用算角度,直接输入直角边的长度,系统会自动计算折弯位置和深度,比如要做一个边长50mm的U型弯,输入两个50mm,机器就会精准定位两次折弯点,误差能控制在±0.1mm以内。折立弯的时候,要把母线的折弯边朝上,用专用的立弯模具,同时把折弯速度调慢,咱们的机器速度能从5mm/s调到2mm/s,慢速度能更好地控制成型效果,避免母线偏移。有个做母线槽的客户,之前折U型母线总需要人工修边,用了咱们的数控功能后,直接一次成型,每天能省2个工时。
折弯过程中遇到故障别慌,很多问题自己就能解决,不用等售后。比如折弯角度总是偏大,先检查是不是挡块松动了,用扳手把挡块的固定螺丝拧紧,再重新定位试折;要是角度偏小,大概率是折弯深度不够,在系统里把深度值调大1-2mm,比如之前设的是30mm,调到32mm试试。要是折弯后母线表面有划痕,先看模具是不是有毛刺,用细砂纸把模具打磨光滑,再在模具表面涂一层薄薄的机油,既能防锈又能减少摩擦。机器运行时折弯单元卡顿的话,停机检查液压油位,低于油标下限就加46号抗磨液压油,再给传动部位加些齿轮油,一般都能恢复顺畅。之前有个河南的客户,半夜赶工的时候机器卡顿,打咱们400电话后,售后师傅视频指导他加液压油,5分钟就恢复生产了。

想要折弯效果好,机器和模具的日常维护也不能少。每天下班前把折弯单元的铜屑、油污清理干净,用压缩空气吹掉模具缝隙里的杂质;每周给模具的导向柱加一次润滑脂,避免磨损;每月检查一次折弯模具的刃口,要是发现有崩口或者磨损,及时打磨修复,实在不行就换备用模具,咱们的模具更换特别方便,工人看一遍说明书就能操作,不用找专业师傅。机器的液压系统也要定期检查,液压油每半年换一次,换的时候把油箱底部的杂质清理干净,这样能延长液压泵的寿命,减少故障。咱们有个老客户,严格按这个方法维护,机器用了六年,折弯精度还和新机器差不多。
其实母线加工机折弯没那么玄乎,核心就是“准备到位、技巧匹配、维护及时”。咱们山东巨辉在设计机器的时候,就把这些实操需求考虑进去了——数控系统简化参数设置,模具适配多种规格母线,工作台预留支架接口,就是为了让大家用着省心。不管你是刚接触折弯的新手,还是想解决老问题的老技工,要是在母线加工机折弯上有任何困惑,都可以联系我们。我们不仅给你靠谱的机器,更把十年积累的技巧和经验全教给你,让你每次折弯都精准到位,再也不用为返工、浪费材料的事儿犯愁。

 客服QQ
客服QQ