
扫一扫,联系我们
微信号:juhuishukong
发布时间:2025-12-02 08:00:16 发布人:巨辉智能 人气:99 来源:本站
做电气成套设备的伙计们都有过这种烦恼:铜排要先剪切成段,再挪到冲孔机上打孔,最后换折弯机塑形,一套工序下来换三台设备,工人搬来搬去累得够呛,还容易因为定位偏差导致零件报废。更头疼的是遇到异形母线,普通机器根本没法一次性加工,只能找外协,成本高还耽误工期。作为山东巨辉智能科技,咱们专做母线加工机快十年,深知大家要的不是花里胡哨的功能,而是能实打实解决多工序加工难题的实用配置。今天就把母线加工机的核心功能讲透,从剪切、冲孔到折弯,教你怎么选对功能、用对功能,让一台机器顶三台用,省人省料还省心。

选母线加工机,先别被“多功能”三个字唬住,得先看核心三功能——剪切、冲孔、折弯是不是真的好用。这三个功能是母线加工的基础,缺一个都得额外配设备,反而增加麻烦。咱们的全功能机型把这三个单元集成在一台设备上,工作台面无缝衔接,铜排剪完直接推到冲孔位,冲完不用挪动就能折弯,整个流程下来不用二次定位,精度误差能控制在±0.1mm以内,比换设备加工的精度提升了好几倍。之前有个做高低压开关柜的客户,原来用三台单机加工,一个班组一天才做200套母线,换了咱们的全功能机型后,两个工人一天就能做350套,产能直接翻了近一倍。
先说说剪切功能,别以为能剪断就行,不同厚度的母线对剪切功能的要求差远了。薄母线(1-3mm)最容易剪得“毛边乱飞”,尤其是带镀层的铜排,剪口不平整还会刮花镀层,后续得花时间打磨。咱们的剪切单元用的是平刃设计,刃口经过高频淬火处理,硬度能到HRC58,剪薄铜排时就像用剪刀剪纸片一样整齐,而且刀头做了圆弧过渡,不会刮伤母线表面。操作时只要把铜排靠紧定位挡板,踩下脚踏开关,刀头会匀速下行,避免因受力过猛导致铜排变形。安徽有个做配电箱的客户,之前用老机器剪2mm铜排,报废率高达15%,换了咱们的设备后,剪口光滑得不用二次处理,报废率直接降到1%以下,每月光铜排材料就省了6000多块。

厚母线(6mm以上)剪切则要靠“硬实力”,核心看剪切力和机身稳定性。咱们针对厚母线设计的加强款机型,剪切力能达到500KN,相当于50吨的压力,剪12mm厚的工业铜排都毫不费力。机身用20mm厚的Q235钢板整体焊接,底部加了加强筋,剪切时机身不会晃动,避免出现“剪不断、歪脖子”的情况。之前有个河北的客户,用普通机器剪10mm铜排,经常出现剪口倾斜,得用角磨机修半天,换了咱们的设备后,剪出来的铜排长度误差控制在±0.2mm,直接就能拿去冲孔,省了一道修边工序。另外,咱们的剪切单元行程可以调节,根据母线厚度设定刀头下行距离,不用每次都剪到最底,既省时间又保护刀头。
再讲冲孔功能,这是母线加工的“精细活”,孔位不准、孔壁有毛刺都会影响后续组装。咱们的冲孔单元有两大优势,一是模具适配性强,二是定位精准。模具用的是Cr12MoV材质,经过二次淬火,刃口硬度达HRC60,冲铜排、铝排都特别耐磨,而且标配6-12mm的常用模具,要是需要冲18mm的大孔或者腰型孔,咱们24小时就能定制专用模具。定位方面,手动机型有激光雕刻标尺,比传统金属标尺清晰还不磨损;自动机型用高精度传感定位,输入参数后自动找位,误差不超过±0.1mm。山东本地有个做低压开关柜的小厂,原来用手动机型冲孔,一个工人一天才冲300根,换了咱们带自动定位的机型后,设定好孔距参数,机器自动送料冲孔,一个工人管两台设备都富余,孔位整齐划一,螺栓一穿就过,不用再扩孔。
多模位设计更是提升效率的“神器”,很多开关柜厂家要冲圆孔、方孔、长腰孔多种规格,传统机器换一次模得5-10分钟,一天换8次模就浪费近1小时。咱们的数控款直接采用六模位转盘,把常用模具提前装在转盘上,需要换模时转一下转盘就行,不用拆来拆去,换模时间缩短到10秒以内,工作效率直接提升30%以上。有个做母线槽的客户,原来用老设备一天顶多冲400根母线,换了咱们的六模位机型后,一天能冲到600根,产能提了一半,老板说省下来的人工费三个月就把机器差价赚回来了。
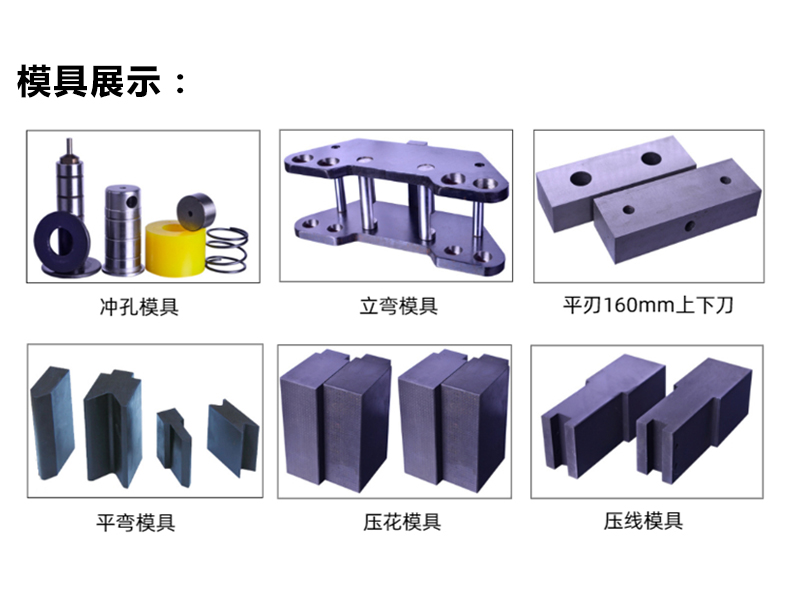
折弯功能是母线加工的“造型关键”,很多新手折出来的铜排角度不准,要么弯过头要么不到位,组装时根本对不上。咱们的折弯单元用卧式结构,操作更直观,还能通过更换模具实现平弯、立弯等多种造型,甚至可以定制压花、压电缆接头的特殊模具。核心亮点是“角度补偿”功能,比如要折90度角,输入参数后机器会自动预留0.5度的回弹量,折出来的角度刚好达标。之前有个江苏的客户,折8mm厚的铜排总出现回弹,导致开关柜柜门关不严,咱们的售后师傅上门后,教他用角度补偿功能,再调整模具间隙到0.3mm,之后折出来的铜排角度精准,甲方验收一次就通过。
对于批量折弯的客户,咱们的数控系统还能存几十组加工参数,不同规格铜排的折弯角度、位置都能提前设定,下次加工直接调用,不用反复测量调试。有个做电力工程的客户,要加工10种不同规格的折弯母线,原来换规格就得调半小时,用了咱们的设备后,换型时间缩短到5分钟,批量加工时还能开启连续折弯功能,机器自动送料、折弯,工人只需要负责上下料,轻松不少。
除了核心的剪、冲、折功能,咱们还根据客户需求加了很多实用配置。比如机身底部装了脚轮,配合可调节支脚,想挪动机器时推到指定位置,放下支脚就能固定,车间布局调整特别方便。还有液压系统用了双泵设计,空行程时快速移动,加工时慢速加压,既提高效率又保证精度,液压油用46号抗磨液压油就行,保养简单。另外,机器上还预留了特殊加工接口,后期需要加压平、钮花功能,直接加装模块就能用,不用换整机,帮客户节省设备投入。
很多人买了全功能机型却用不好,其实关键在“功能匹配”和“日常维护”。比如加工薄母线时,别用厚母线的剪切力和冲孔压力,咱们的机器可以精准调节参数,冲2mm薄铜排用150KN压力就行,剪3mm铝排把刀头速度调慢,避免材料变形。日常使用时,每天下班前要把剪、冲、折三个单元的铜屑清理干净,用压缩空气吹掉模具缝隙里的杂质;每周给各单元的导向柱加一次润滑脂,别用普通机油,容易粘灰磨损部件;每月检查一次模具刃口,有小崩口及时打磨,别将就着用,不然小问题会变成大故障。

遇到功能故障也别慌,很多问题自己就能解决。比如剪切时出现毛刺,先看刀头是不是变钝了,用细砂纸顺着刃口打磨就行;要是还不行,检查刀头间隙,用调整螺栓调到0.1mm以内。冲孔卡模时,先停机泄压,用专用工具轻轻敲动上模,取出铜排后清理模具间隙,加些润滑脂就能恢复。折弯角度不准,先检查定位挡块是不是松动,拧紧后再用角度尺校准,重新输入补偿参数。之前有个河南的客户,半夜赶工折弯角度出问题,打咱们400服务电话,售后师傅视频一步一步教他操作,二十分钟就解决了,没耽误交货。
其实选母线加工机,核心不是功能越多越好,而是“需要的功能都好用”。咱们山东巨辉在设计机器时,就没搞那些花架子功能,而是把剪、冲、折这些核心功能做精做专——平刃剪切保平整、多模位冲孔提效率、角度补偿折弯准,每一项功能都针对客户的实际痛点。不管你是每天加工几十根母线的小厂,还是几百根的大厂,不管是做低压配电箱还是高压开关柜,都能找到适配的功能机型。要是你对母线加工机的功能有疑问,比如不知道哪种功能适合自己的产品,或者想定制特殊加工功能,都可以联系我们。我们不仅给你靠谱的机器,更把十年积累的功能使用技巧全教给你,还有24小时售后支持,让你买得放心、用得省心,再也不用为母线加工的效率和精度发愁。

 客服QQ
客服QQ